




The National Energy Regulator of South Africa (Nersa) has initiated consultations on Eskom’s latest Regulatory Clearing Account (RCA) application for the 2022/23 financial year, where Eskom is requesting R9-million, its lowest RCA application...
Latest
sponsored by
Latest News
Sponsored Posts

SPONSORED POST


SPONSORED POST

Latest Multimedia
sponsored by

Receive our free daily newsletter:
Latest News
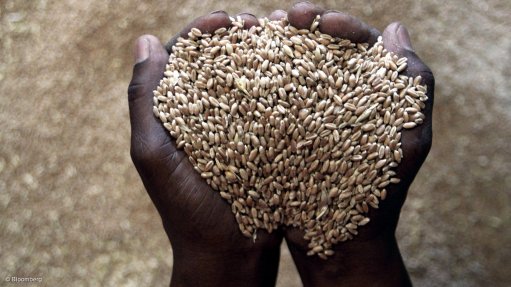
A report published by global consultancy Boston Consulting Group (BCG) finds that, with thoughtful and gradual changes to how wheat is grown, processed and consumed, the food system can be...

American aerospace giant Boeing has announced that it is to buy 35.6-million litres of blended sustainable aviation fuel (SAF), for use by its US commercial operations this year. This is its...

The Professional Provident Society (PPS), the financial services group focused solely on providing customised financial services solutions for graduate professionals in South Africa and Namibia,...
A new report by the Institute of Energy Economics and Financial Analysis (IEEFA) has shown that carbon capture use and storage (CCUS) is unlikely to play a major role in steel decarbonisation...

Minerals Council South Africa is focused on increasing the domestic demand for green hydrogen, which it sees as contributing to the kickstarting of the hydrogen economy in South Africa. “The...
Sponsored Posts
SPONSORED POST


Latest News

Johannesburg Water has showcased some of the various reservoirs and systems that supply the City of Johannesburg with water. The water utility also outlined the challenges in operating the systems...

South Africa's headline consumer inflation fell to 5.3% year on year in March from 5.6% in February, statistics agency data showed on Wednesday. Analysts polled by Reuters had forecast that...
Namibia will invest a big chunk of any revenue it gets from a potentially massive oil discovery into a sovereign wealth fund, and expects to learn if the find is commercially viable later this...
Two former BNP Paribas bankers have raised almost $100-million for a new fund which aims to unlock billions of dollars of funding for climate-aligned infrastructure projects in Africa. Acre Impact...
Cape Town-based ‘techpreneur’ incubation hub The Creative Lab has announced that it would mark its first anniversary with the launch of a diverse array of cutting-edge products, developed by a...
Sponsored Posts


SPONSORED POST


SPONSORED POST
Latest News

The University of Pretoria’s Faculty of Engineering, Built Environment and Information Technology has launched a new immersive technology lab at the Department of Information Science as a way of...

While the global economic slowdown in 2023 was less severe than expected, intergovernmental organisation United Nations Trade and Development (UNTD) has warned that a further deceleration in global...

The National Energy Regulator of South Africa (Nersa) has belatedly moved to quell concern that its recent approval of a new loadshedding code of practice, which increases the number of potential...
JSE-listed Calgro M3 Holdings – an entity specialising in integrated residential developments and memorial parks – is expanding its Memorial Parks division with the acquisition of a new park in...
The Research Institute for Innovation and Sustainability (RIIS) has been appointed as the interim host for the pan-African Digital Earth Africa Programme Management Office. Digital Earth Africa...
Sector News

A video round up of this week’s magazine, highlighting our cover story, features and Business Leader.

Deutsche Post’s last night flights transporting mail between northern and southern Germany took place in the early hours of March 28, ending a near 63-year airmail service that had operated since...
- Engineering News Features
- Generators & Standby Power
- Working at Height
- Mining Weekly Features
- Manganese
- Mining in Tanzania

Gauteng’s Far West Rand mining-linked area has always had excellent agricultural potential. In fact, the area had all the makings of a colossal market garden had early mining not dewatered the...

It is estimated that about 2.5 GW of rooftop solar was installed across South Africa last year; a trend that was expected to continue at the start of this year given that some 5 GW of solar panels...
Business Leader

This week we profile Renier van Rooyen, group business systems executive at Multotec, a supplier of mineral processing equipment

While voters will receive three quite different looking ballots on May 29, this seeming increase in choice is not necessarily translating into greater excitement. Yes, some independents will...
Showroom

For over 60 years, VEGA has provided industry-leading products for the measurement of level, density, weight and pressure. As the inventor of the...
VISIT SHOWROOM

Immersive Technologies is the world's largest, proven and tested supplier of simulator training solutions to the global resources industry.
VISIT SHOWROOM
ENVASS is a customer and solutions-driven environmental consultancy with established divisions, serviced by highly qualified and experienced...
VISIT SHOWROOMResearch Reports



Projects



Latest Videos
Latest News

Press Office
Announcements
What's On
Subscribe to improve your user experience...
Option 1 (equivalent of R125 a month):
Receive a weekly copy of Creamer Media's Engineering News & Mining Weekly magazine
(print copy for those in South Africa and e-magazine for those outside of South Africa)
Receive daily email newsletters
Access to full search results
Access archive of magazine back copies
Access to Projects in Progress
Access to ONE Research Report of your choice in PDF format
Option 2 (equivalent of R375 a month):
All benefits from Option 1
PLUS
Access to Creamer Media's Research Channel Africa for ALL Research Reports, in PDF format, on various industrial and mining sectors
including Electricity; Water; Energy Transition; Hydrogen; Roads, Rail and Ports; Coal; Gold; Platinum; Battery Metals; etc.
Already a subscriber?
Forgotten your password?
Receive weekly copy of Creamer Media's Engineering News & Mining Weekly magazine (print copy for those in South Africa and e-magazine for those outside of South Africa)
➕
Recieve daily email newsletters
➕
Access to full search results
➕
Access archive of magazine back copies
➕
Access to Projects in Progress
➕
Access to ONE Research Report of your choice in PDF format
RESEARCH CHANNEL AFRICA
R4500 (equivalent of R375 a month)
SUBSCRIBEAll benefits from Option 1
➕
Access to Creamer Media's Research Channel Africa for ALL Research Reports on various industrial and mining sectors, in PDF format, including on:
Electricity
➕
Water
➕
Energy Transition
➕
Hydrogen
➕
Roads, Rail and Ports
➕
Coal
➕
Gold
➕
Platinum
➕
Battery Metals
➕
etc.
Receive all benefits from Option 1 or Option 2 delivered to numerous people at your company
➕
Multiple User names and Passwords for simultaneous log-ins
➕
Intranet integration access to all in your organisation
